Permissible measurement error during measurement control
Table 1
Permissible measurement error during measurement control
| Range of measured value, mm | Measurement error, mm |
| Up to 0.5 incl. | 0,1 |
| Over 0.5 to 1.0 incl. | 0,2 |
| » 1,0 » 1,5 » | 0,3 |
| » 1,5 » 2,5 » | 0,4 |
| » 2,5 » 4,0 » | 0,5 |
| » 4,0 » 6,0 » | 0,6 |
| » 6,0 » 10,0 » | 0,8 |
| » 10,0 | 1,0 |
VI. Requirements for visual and measuring control
Preparation of work sites
6.1.1. Visual and measuring control is recommended to be carried out in stationary areas, which should be equipped with work tables, stands, roller supports and other means that ensure the convenience of performing work.
6.1.2. Visual and measurement control during installation, construction, repair, reconstruction, as well as during the operation of technical devices and structures is carried out at the work site. In this case, the convenience of the approach of specialists performing control to the place of control work must be ensured, conditions for the safe performance of work must be created, including, if necessary, scaffolding, fencing, scaffolding, cradles, mobile towers or other auxiliary devices must be installed, providing optimal access (convenience of work) for a specialist to the controlled surface, and also provides the ability to connect local lighting lamps with a voltage of 12 V.
6.1.3. Control areas, especially stationary ones, are recommended to be located in the most illuminated areas of the workshop that have natural light. To create optimal contrast between the defect and the background in the inspection area, it is necessary to use an additional portable light source, that is, use combined lighting. The illumination of the controlled surfaces must be sufficient for reliable detection of defects, but not less than 500 Lux.
6.1.4. It is recommended to paint the surfaces of walls, ceilings, work tables and stands in areas of visual and measurement control in light colors (white, blue, yellow, light green, light gray) to increase the contrast of the controlled surfaces of parts (assembly units, products), increase contrast sensitivity of the eye, reducing the general fatigue of the specialist performing the control.
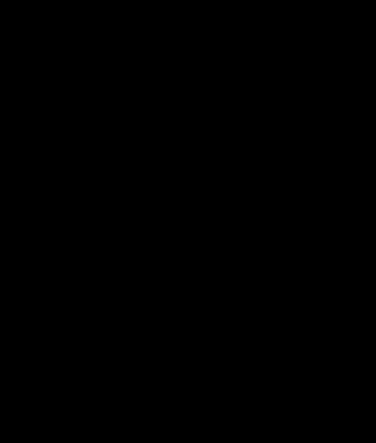
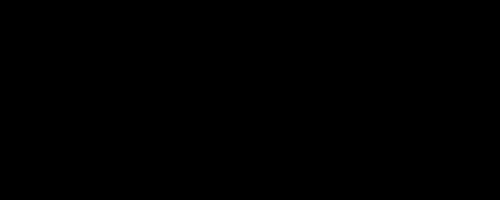
6.1.5. To carry out the inspection, sufficient visibility must be provided for the specialist's eyes. The surface to be tested must be viewed at an angle of more than 30° to the plane of the test object and from a distance of up to 600 mm (Fig. 1).
Rice. 1. Visual inspection conditions
Preparation for control
6.2.1. The preparation of controlled surfaces is carried out by departments of the organization performing visual and measurement control work, and during the operation of technical devices and structures - by the services of the organization that owns the controlled object.
Preparation of controlled surfaces is not the responsibility of the inspection specialist.
6.2.2. Visual and measurement control during technical diagnostics (inspection) of equipment operating under pressure should be carried out after stopping the operation of the said equipment, releasing pressure, cooling, draining, disconnecting from other equipment, unless otherwise provided by the current PDD. If necessary, internal devices must be removed, insulating coating and lining that impede monitoring of the technical condition of the material and welded joints must be partially or completely removed in the places specified in the Technical Diagnostics (Inspection) Program.
6.2.3. Before carrying out visual and measuring inspection, the surface of the object in the inspection zone must be cleaned to bare metal from rust, scale, dirt, paint, oil, moisture, slag, splashes of molten metal, corrosion products and other contaminants that interfere with inspection (the presence of colors of tarnish, in cases where this is specified in the production and technical documentation (PDD). The stripping zone should be determined by the RD for the type of work or for the manufacture of a product. In the absence of requirements in the RD, the stripping zone of parts and welds should be:
when cleaning the edges of parts for all types of arc, gas and resistance welding - no less than 20 mm on the outside and no less than 10 mm on the inside from the edges of the part;
when cleaning the edges of parts for electroslag welding - at least 50 mm on each side of the welded joint;
when cleaning the edges of parts of corner joints of pipes [for example, welding a fitting (pipe) into a manifold, pipe or drum], the following must be cleaned: the surface around the hole in the main pipe (manifold, drum) at a distance of 15-20 mm, the surface of the hole for the welded part - at the entire depth and surface of the welded (pipe) fitting - at a distance of at least 20 mm from the cutting edge;
when stripping a steel backing ring (plate) or a meltable wire insert - the entire outer surface of the backing ring (plate) and all surfaces of the melting insert.
Note. When inspecting painted objects, paint is not removed from the surface in the control zone unless this is specifically stated in the RD and the surface of the object does not raise suspicion of the presence of cracks based on the results of visual inspection.
6.2.4. The controlled surface is cleaned using the method specified in the relevant ND (for example, washing, mechanical cleaning, wiping, blowing with compressed air, etc.). In this case, the wall thickness of the inspected product should not decrease beyond minus tolerances and defects that are unacceptable, according to the RD, should not occur (risks, scratches, etc.).
If necessary, surface preparation should be carried out with a non-sparking tool.
6.2.5. The roughness of the surfaces of parts, welded joints, cleaned under control, as well as the cutting surface of the edges of parts (assembly units, products) prepared for welding should be no more than Ra 12.5 (Rz 80).
6.2.6. The surface roughness of products and welded joints for subsequent non-destructive testing methods depends on the testing method and should be no more than:
Ra 3.2 (Rz 20) - with capillary control;
Ra 10 (Rz 63) - with magnetic particle testing;
Ra 6.3 (Rz 40) - with ultrasonic testing.
For other non-destructive testing methods, the roughness of the tested surfaces of products is not regulated and is established by the PDD or production design documentation (PKD).
table 2
Controlled parameters and requirements for visual and measuring control of semi-finished products
| Controlled parameter | Type of control | Control requirements |
| 1. Outer diameter ( D ), inner diameter ( D ) | Measuring | Measure D and D from both ends of the pipe. Measurement D is made upon delivery of pipes by internal diameter |
| 2. Thickness of sheet, pipe wall ( S ) | Same | Measurement of S from both ends of the pipe in at least two sections. Measuring S of the sheet in at least two sections (length, width) on each side of the sheet |
| 3. Pipe ovality (a) | » | Measuring size a from both ends of the pipe |
| 4. Pipe curvature (b) | » | Measuring curvature over a 1 m section in two sections along the length |
| 5. Length of pipe, sheet ( L ) | Measuring | Measurement of at least 3 pipes (sheets) from a batch |
| 6. Sheet width ( B ) | Same | Measuring at least 3 sheets per batch |
| 7. Cracks, stains, flaws, sunsets, shells, delaminations | Visual | Inspection of the external surface with the naked eye; inspection of the inner surface of pipes with the naked eye (if access is available) and using a periscope, endoscope, etc. It is allowed to cut out control samples 200 mm long in an amount of at least 2 pieces. and their inspection after cutting |
Notes: 1. At least 50% of pipes (sheets) from the batch are subject to control according to clauses 1-4.
2. At least 10% of the length of each pipe (sheet surface area) is subject to control according to clause 7.
6.3.6. Visual and measuring quality control of the material of semi-finished products, blanks, parts and products is carried out in accordance with the Program (plan, instructions) of incoming control (Appendix B). The Programs must indicate the controlled parameters and methods for their control. The scope of monitoring of monitored parameters is selected in accordance with the requirements of standards, technical specifications, normative documents or technical documentation, and if there are no requirements for the scope of control in these documents, the scope of control is established in accordance with the requirements of this Instruction.
6.4. The procedure for performing visual and measuring control of the preparation and assembly of parts for welding
6.4.1. When preparing parts for welding, it is necessary to control:
availability of markings and (or) documentation confirming acceptance of semi-finished products, parts, assembly units and products during incoming inspection;
presence of markings of the material manufacturer on parts prepared for welding;
the presence of mechanical removal of the heat-affected zone at the site of thermal (fire) cutting of workpieces (the need must be indicated in the design or technological documentation);
geometric shape of processed edges, including when preparing parts with different nominal wall thicknesses;
geometric shape of the processed internal surfaces of the ring parts;
the shape of backing plates (rings) and meltable inserts;
the presence of welding of the backing plate (ring) connector, the quality of the welding seam of the backing plate (ring), as well as the presence of stripping of the welding seam of the backing plate (ring) connector;
cleanliness (absence of visually observable contamination, dust, corrosion products, moisture, oil, etc.) of the edges and adjacent surfaces to be welded (surfacing), as well as areas of the material subject to non-destructive testing.
6.4.2. When assembling parts for welding, it is necessary to visually control:
correct installation of backing plates (rings);
correct installation of temporary technological supports;
correct assembly and fastening of parts in assembly fixtures;
correct location and quantity of tacks and their quality;
correct installation of devices for blowing protective gas;
correct application of activating flux and protective flux paste;
the presence of a protective coating against splashes of molten metal on the surface of parts made of austenitic steels welded by manual arc and semi-automatic (automatic) consumable electrode welding in a shielding gas environment;
cleanliness of edges and adjacent surfaces of parts.
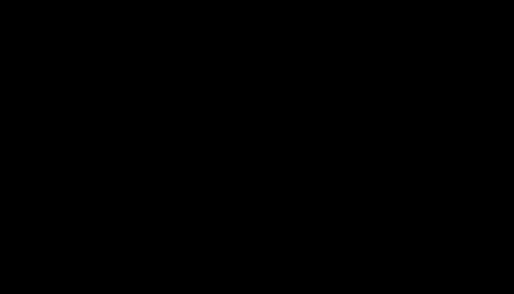
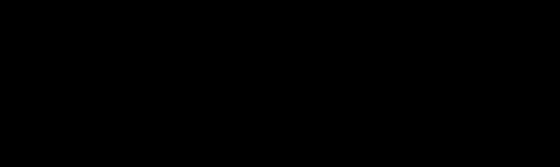
6.4.3. Measurement control when preparing parts for welding (Fig. 2) is carried out to check:
dimensions of cutting edges (bevel angles of edges, thickness and width of blunting of cutting edges);
Note. Rounding radii up to 1.0 mm in size at the transition points of the cutting surfaces, as well as the size of the bevel of the inner edge, performed to improve the conditions for identifying lack of fusion at the root of the weld during radiographic inspection, are not subject to measurement.
dimensions (diameter, length, cutter exit angle) of boring (expansion) of pipe ends along the internal diameter;
dimensions of backing plates (rings) and meltable inserts (width, thickness, bevel angles, diameter);
sizes of elements of sector bends;
perpendicularity of the ends of cylindrical parts prepared for welding to their generatrices;
the minimum actual wall thickness of a cylindrical part after boring along the internal diameter;
the dimensions of the holes for the fitting (pipe) and the processing of edges in the pipe (manifold, housing);
thickness and width of the lining in the locking connection;
the width of the mechanical cleaning zone of the outer and inner surfaces of the parts and the roughness of the surfaces of the edges and adjacent surfaces of the parts, including the place where the joint seam of the remaining backing plate (ring) is cleaned.
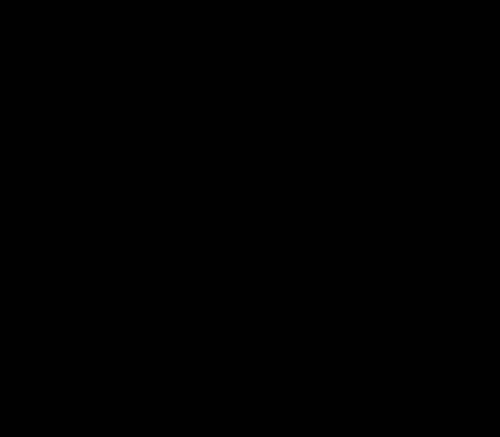
6.4.4. Measurement control of joints assembled for welding (Fig. 3) includes checking:
dimensions of welding seams of temporary technological fastenings;
Rice. 2.
Dimensions controlled by measurement when preparing parts for welding (beginning):
A -
I-shaped edge groove (without edge bevel);
b -
V-shaped one-sided edge cutting;
V -
V-shaped double-sided edge groove;
d
,
e -
preparation for welding butt joints of parts,
significantly different in thickness; e
,
g -
preparation for welding of the lock joint;
z —
Y-shaped edge groove;
and -
V-shaped double-bevel edge cutting;
k -
deviation
from the perpendicularity of the end of the pipe; l —
preparation of fitting edges
D 10-65; m —
I-groove with filler lip
_____
* The size cannot be measured, is provided by a cutting tool and is assessed visually.
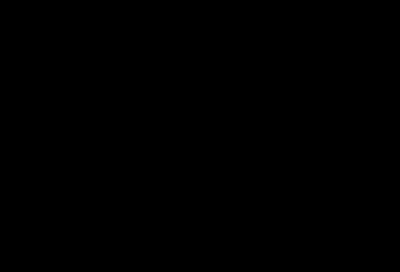
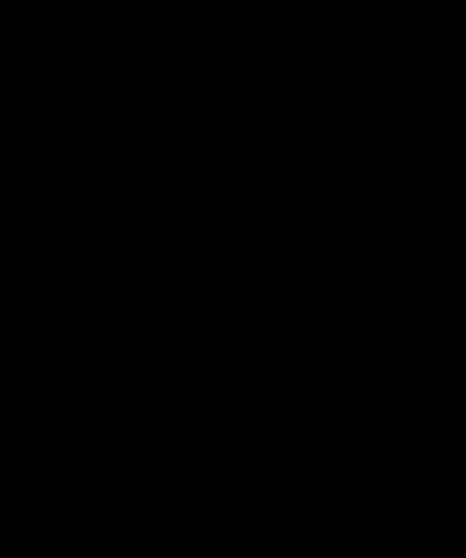
Rice. 2. End:
n —
cylindrical boring (expansion) of pipe ends along the internal diameter;
P -
conical boring of pipes along the inner diameter;
p
- dullness
inner edge of the pipe; With-
backing remaining plate;
T
,
y -
backing steel remaining ring;
f -
steel backing
remaining ring; X -
meltable wire insert;
c
- sector
tap; h
,
w
,
e -
drilling a hole for a fitting (pipe) in the housing
(pipe, manifold); Yu -
cutting edges for automatic welding in an environment
protective gases
_____
* The size cannot be measured, is provided by a cutting tool and is assessed visually.
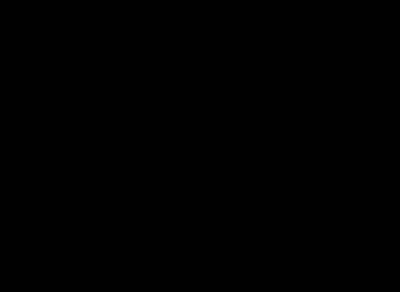
Rice. 3. Dimensions controlled when assembling a joint for welding:
A -
butt joint;
b -
butt joint with the remaining backing plate (ring);
V -
butt lock connection;
g -
T-joint;
d -
corner connection;
e
- overlap
compound; and -
butt joint with fusible insert;
and
,
k -
corner connections of fittings;
l —
connection with welded elements of temporary fastenings;
m -
connection with misalignment
axes of the fitting and body; n —
connection with misalignment of axes in corner joints of pipes;
P
— connection with a fracture of the axes of cylindrical parts;
p—
joint tacks;
s
,
t -
tee (angular) connection
the distance of the technological fastening from the cutting edge and the location of the fastenings along the length (perimeter) of the connection (if necessary, if the technical documentation specifies the distance between adjacent fastenings);
the size of the gap in the connection, including between the part and the backing plate (ring);
the size of the offset of the edges (internal and external) of the assembled parts;
the size of the overlap of parts in the lap joint;
dimensions (length, height) of the tacks and their location along the length (perimeter) of the connection (if necessary, if specified in the technical documentation, also the distance between adjacent tacks);
the size of the gap in the lock of the meltable wire insert;
the size of the fracture of the axes of cylindrical pipe parts and the planes of flat parts (sheets);
the size of the misalignment of the axes of the fitting and the hole in the body (pipe);
size of mismatch (deviation) of axes in corner joints of pipes;
dimensions of the width of the zone for applying a protective coating on the surfaces of parts;
geometric (linear) dimensions of the assembly assembled for welding (in cases specified by the design documentation).
6.4.5. At least 20% of the parts and connections submitted for acceptance are subject to visual and measurement control of the preparation and assembly of parts for welding.
The scope of selective quality control of the preparation and assembly of parts for welding can be increased or decreased depending on the requirements of ND, PDD and PKD or at the request of the Customer.
If deviations from the requirements of working drawings and (or) PDD are identified, which can lead to deterioration in the quality of welded joints, the scope of sampling should be doubled for a group of similar parts (joints). If, during additional inspection, deviations from the requirements of design documentation and (or) PDD are identified again, then the scope of inspection for the group of parts prepared for acceptance should be increased to 100%.
Parts rejected during inspection are subject to correction. Connections of parts assembled for welding that are rejected during inspection are subject to disassembly and subsequent reassembly after eliminating the reasons that caused their initial poor-quality assembly.
6.4.6. Visual control of the removal of material subjected to thermal influence during cutting by thermal methods (gas, air-arc, gas-flux, plasma, etc.) is carried out on each part subjected to cutting.
There should be no cutting marks on the cutting edges (for parts made of low-carbon, manganese and silicon-manganese steels) and no traces of markings (punching) applied on the outer surface of the parts after cutting.
6.4.7. Requirements for performing measurement control when preparing parts for assembly are given in Table. 3, and when assembling joints for welding - in table. 4.
Table 3
Table 4
Controlled parameters
Table 5
Requirements for weld measurements
| Controlled parameter | Symbol (Fig.  | Figure number | Measuring instruments. Measurement requirements |
| 1. Seam width | her _ _ | 8, a , c | Vernier calipers or universal template. Measurement - see clause 6.5.5 |
| 2. Seam height | q , q | 8, a , c | Same |
| 3. Convexity of the reverse side of the seam | q | 8, a , c | Calipers. Measurement according to clause 6.5.5 |
| 4. Concavity of the back side of the seam | q | 8, b | Vernier calipers, including modernized ones (Fig. 9). Measurements in 2-3 places in the zone of maximum value |
| 5. Depth of undercut (incomplete filling of the groove) | b , b | 8, G | Vernier calipers, including modernized ones (Fig. 9). Device for measuring the depth of undercuts (Fig. 10) |
| 6. Fillet weld leg | K , K | 8, and | Caliper or template. Measurement according to clause 6.5.5 |
| 7. Flaky seam | 8, d | Vernier calipers, including modernized ones (Fig. 9). Measurements at at least 4 points along the length of the seam | |
| 8. Recession depth between rollers | 8, d | Same | |
| 9. Dimensions (diameter, length, width) of single discontinuities | d, l, b | 8, e | Measuring magnifying glass. Each discontinuity must be measured |
6.5.5. Measuring control of the geometric dimensions of the welded joint (structural elements of the welds, the geometric position of the axes or surfaces of the welded parts, the recesses between the beads and the scaliness of the weld surface, the convexity and concavity of the root of one-sided welds, etc.) should be carried out in the places indicated in the working drawings, ND, PTD or MPC, as well as in places where the admissibility of these indicators is in doubt based on the results of visual inspection.
When inspecting butt welded joints of pipes with an outer diameter of up to 89 mm inclusive, with a number of similar joints of more than 50 on one product, it is allowed to determine the dimensions of the seam on 10-20% of the joints in one or two sections, provided that during visual inspection, which all joints are subjected to , there is no doubt about the deviation of the dimensions (width, height) of the seam from the tolerance.
6.5.6. When measuring control of the deposited anti-corrosion coating, its thickness on cylindrical surfaces should be carried out at least every 0.5 m in the axial direction and every 60° around the circumference for manual surfacing and 90° for automatic surfacing.
On flat and spherical surfaces, at least one measurement is carried out in each area up to 0.5×0.5 m in size with automatic surfacing.
6.5.7. When inspecting fillet welds of welded joints, the legs of the weld are measured using special templates (Fig. 11). Determination of the dimensions of height, convexity and concavity of a fillet weld is carried out by calculation and only in cases where this requirement is provided for in the design documentation. Measurement of convexity, concavity and fillet weld height is carried out using templates, for example the V.E. template. Usherov-Marshak (see Fig. 6).
6.5.8. Measuring the depth of recesses between the rollers, provided that the heights of the rollers differ from each other, is performed relative to the roller having a smaller height. The depth of the flake of the roller is determined in the same way (based on the smaller height of two adjacent flakes).
6.5.9. Measuring control of welded joints and surfacing (height and width of the weld, surfacing thickness, dimensions of fillet weld legs, sinking between beads, scaliness of the weld, convexity and concavity of the root weld, fracture size of the axes of the connected cylindrical elements, shape and size of the burr, etc. ), specified in paragraphs. 6.5.5, 6.5.8 and table. 8 should be performed in areas of the seam where the admissibility of these indicators is in doubt based on the results of visual inspection, unless the ND and PDD contain other instructions.
6.5.10. The convexity (concavity) of a butt weld is assessed by the maximum height (depth) of the weld surface from the level of the outer surface of the parts. In the case when the surface levels of parts of the same standard size (diameter, thickness) differ from each other, measurements should be carried out relative to the surface level of the part located above the surface level of another part (Fig. 12).
Rice. 9. Caliper type ШЦ-1 with support:
1 —
calipers;
2
- support
Rice. 10. Device for measuring the depth of cuts:
1
indicator “0-10” with rotary scale;
2
— support bracket;
3 -
measuring needle
Rice. 11. Special template for weld inspection
Rice. 12. Measuring the convexity (concavity) of a butt weld ( ) at different levels
external surfaces of parts caused by displacement
when assembling a weld joint
In the case when parts with different wall thicknesses are welded and the surface level of one part exceeds the surface level of the second part, the convexity (concavity) of the weld surface is assessed relative to the line connecting the edges of the weld surface in one section (Fig. 13).
Rice. 13. Measuring the convexity (concavity) of a butt weld ( ) at different
the level of the outer surfaces of parts caused by the difference in wall thicknesses
6.5.11. The convexity (concavity) of a fillet weld is assessed by the maximum height (depth) of the location of the weld surface from the line connecting the edges of the weld surface in one cross section (Fig. 14).
Rice. 14. Measurement of convexity ( ) and concavity ( ) of the outer surface
and height ( h
) fillet weld
6.5.12. The dimensions of the convexity (concavity) of butt (Fig. 13) and corner (Fig. 14) welds are determined by templates, for example, designs by V.E. Usherov-Marshak or specially designed specialized templates for this purpose.
6.5.13. The convexity (concavity) of the weld root is assessed by the maximum height (depth) of the surface of the weld root from the level of the internal surfaces of the welded parts.
In the case where the levels of the internal surfaces are different, measurements of the convexity (concavity) of the weld root should be carried out according to Fig. 15.
Rice. 15. Measuring the convexity ( ) and concavity ( ) of the root of the seam of a single-sided butt weld
6.5.14. Measurements of individual dimensions of a welded joint using a universal template of the UShS type are shown in Fig. 16.
Rice. 16. Measurements using the UShS template of the dimensions of the weld:
A -
measuring seam height (#S) and undercut depth (
h
);
b
- measurement of seam width (
e
);
V -
measurement of depression between rollers ( )
6.5.15. Measurements of scaliness and depression between the weld beads, the depth and height of the depressions (convexities) in the weld and metal can be determined from a cast taken from the controlled area. For this purpose, plasticine, wax, plaster and other materials are used. Measurements are carried out using a measuring lens or a microscope after cutting the impression mechanically.
6.5.16. Measurements of the fracture of the axes of cylindrical elements and the angular displacement of the planes of the parts, as well as the asymmetry of the fitting (a welded pipe in a corner joint of pipes) should be carried out taking into account paragraphs. 6.6.9 and 6.6.10.
6.6. The procedure for performing visual and measuring inspection of welded structures (assemblies, elements)
6.6.1. Visual inspection of welded structures (assemblies, elements) involves checking:
deviations in the relative position of welded structure elements;
presence of markings of welded joints;
presence of markings of welded structures (assemblies);
absence of surface damage to the material caused by deviations in manufacturing technology, transportation and storage conditions;
absence of unremoved welded elements (technological fastening, lead strips, combs, bosses, etc.).
6.6.2. Measuring control of bent pipe bends involves checking:
deviations from the round shape (ovality) in any section of bent pipes (elbows);
wall thickness in the stretched part of the bent section of the pipe (it is recommended to use thickness gauges);
radius of the bent pipe section (elbow);
height of waviness (corrugations) on the inner contour of a bent pipe (elbow);
irregularities (smooth) on the outer contour (in cases established by the ND);
maximum deviations of overall dimensions.
6.6.3. Measuring control of tees and manifolds with an elongated neck includes checking:
eccentricity of the neck axis relative to the body axis;
radii of transition of the outer and inner surfaces of the neck to the body;
the size of the local recesses from the tool on the inner surface of the tee caused by the tool used;
reducing the diameter of the body due to the tightening of the metal during the landing (drawing) of the neck;
cone angle on the outer surface of the pipe;
local thickening of the neck wall, ovality of the straight sections of the tee body along the outer diameter at the die connector site;
circumferential seam connecting the adapter ring.
6.6.4. Measuring control of transitions made by rolling (sequential crimping), upsetting and rolling of sheet steel with subsequent welding involves checking:
the size of the recesses and scratches on the inner surface of the crimped end, which are of the nature of a dinner;
thickening of the wall on the conical part of the transition;
shape and size of the seam, absence of unacceptable surface defects.
6.6.5. Measuring control of welded products (parts) tees, flange connections, sector bends, manifolds, pipe blocks, etc. provides verification:
dimensions of distortions of the axes of cylindrical elements;
straightness of the product's generatrix;
deviation of the fitting (pipe, pipe to be welded) from perpendicularity relative to the body (pipe, sheet) into which the fitting (pipe, pipe) is welded;
deviations of the axes of the end sections of welded sector bends;
curvature (deflection) of the body (pipe) of welded corner joints of pipes (welding of pipes, fittings);
deviations in dimensions that determine the location of fittings in blocks;
deviations of the axis of straight blocks from the design position;
deviations in overall dimensions of welded parts and blocks.
6.6.6. Control of the geometric dimensions of bends and pipes, as well as straight bent parts and blocks, should be carried out using the plaster method (overlaying a plaza with a control drawing) followed by measuring deviations with a measuring instrument (ruler, probe, caliper, template, optical instruments, etc.). Measurements of deviations of bent pipes (elbows) are carried out relative to the outer surface. Schemes for measuring individual deviations are shown in Fig. 17.
6.6.7. The amount of ovality in any section of the part is determined by the following formulas:
,
or
,
or
,
where and are the maximum and minimum values of the outer diameter. Measurements are performed in the cross section of the part that has the greatest deviations;
— nominal value of the outer diameter.
Rice. 17. Scheme for measuring individual deviations of pipe parts and blocks:
A -
deviation (fracture) of the axis of the welded tee (
B
);
b —
deviation of the fittings from the design position ( ) and dimensions of the location of the fittings along the length of the pipe (manifold) (A and B);
V -
deviation (fracture) of the axis of the pipeline block ( )
6.6.8. It is recommended to measure the wall thickness of bent parts (elements), including the elongated neck of tees and manifolds, as well as the wall thickening on the conical part of the transition made by rolling and upsetting methods using ultrasonic devices (thickness gauges).
6.6.9. The fracture of the axes of the pipe parts and the straightness of the generatrix are determined in 2-3 sections in the zone of maximum fracture (deviation of the generatrix from straightness), identified during visual inspection. The measurement must be carried out in accordance with the requirements given in clause 6.4.12 and Fig. 3. In the case when measurements using this technique do not provide the required accuracy, measurements should be carried out using a special technique.
6.6.10. The deviation from the perpendicularity of the outer surface (axis) of the fitting to the body (pipe) is determined in two mutually perpendicular sections (Fig. 18).
6.6.11. Determining the diameter of pipes when measuring with a tape measure is carried out according to the formula
where P -
circumference measured with a tape measure, mm;
= 3,1416;
t—
thickness of tape measure, mm.
Rice. 18. Measuring deviation () from perpendicularity
outer surface of the fitting
6.6.12. Measurements should be performed in areas whose angular and linear dimensions are in doubt based on the results of visual inspection.
Table D1
Table D2
Requirements for the content of the Work and Registration Log
Table 1
Permissible measurement error during measurement control

